
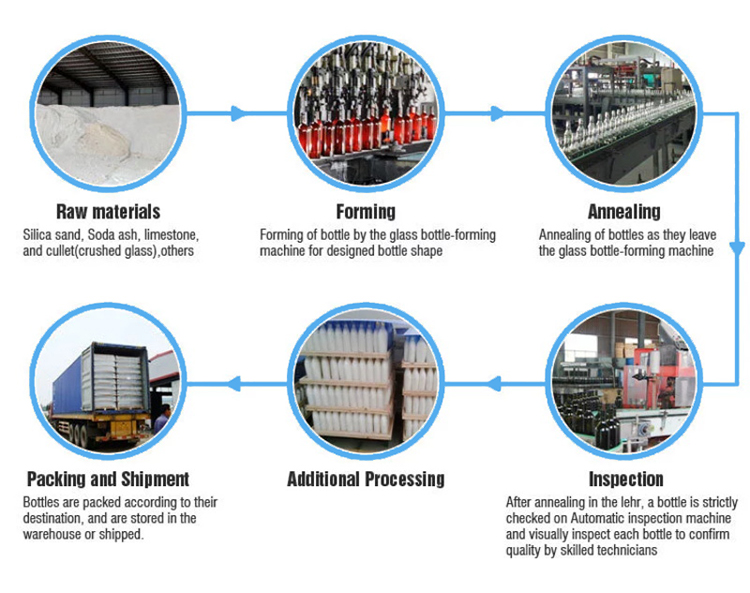
Стеклобой:Стеклянные бутылки и банки изготовлены из трех природных компонентов: кварцевого песка, содовой и известняка.Материалы смешиваются с переработанным стеклом, называемым «стеклобой».Стеклобой является основным ингредиентом стеклянных бутылок и контейнеров.Во всем мире наша стеклянная упаковка в среднем на 38 % состоит из переработанного стекла.Сырье (кварцевый песок, кальцинированная сода, известняк, полевой шпат и др.) измельчают, влажное сырье подвергают сушке, а железосодержащее сырье обрабатывают обезжелезиванием для обеспечения качества стекла.
печь:Замесная смесь направляется в печь, печь нагревается газом и электричеством примерно до 1550 градусов по Цельсию для получения расплавленного стекла.Печь работает 24 часа в сутки, семь дней в неделю и может обрабатывать несколько сотен тонн стекла каждый день.
Рафинер:Когда смесь расплавленного стекла выходит из печи, она поступает в рафинер, который, по сути, представляет собой сборный бассейн, закрытый большим сводом для удержания тепла.Здесь расплавленное стекло охлаждается примерно до 1250 градусов по Цельсию, и пузырьки воздуха, попавшие внутрь, вырываются наружу.
Передний очаг:Затем расплавленное стекло поступает в желоб, где температура стекла выравнивается перед подачей в питатель.В конце подачи ножницы разрезают расплавленное стекло на «капли», и каждая капля становится стеклянной бутылкой или банкой.
Формовочная машина:Конечный продукт начинает приобретать форму внутри формовочной машины, когда каждая капля помещается в ряд форм.Сжатый воздух используется для формирования и расширения капли в стеклянный контейнер.Стекло продолжает охлаждаться в момент производственного процесса, опускаясь примерно до 700 градусов по Цельсию.
Отжиг:После формовочной машины каждая стеклянная бутылка или банка проходят этап отжига.Отжиг необходим, потому что снаружи контейнер остывает быстрее, чем внутри.В процессе отжига контейнер повторно нагревается, а затем постепенно охлаждается, чтобы снять напряжение и укрепить стекло.Стеклянные контейнеры нагревают примерно до 565 градусов по Цельсию, а затем медленно охлаждают до 150 градусов по Цельсию.Затем стеклянные бутылки и банки направляются в установку для окончательного нанесения внешнего покрытия.
Проверка стеклянных бутылок и банок:Каждая стеклянная бутылка и банка проходят серию проверок, чтобы убедиться, что они соответствуют самым высоким стандартам.Несколько камер высокого разрешения внутри машин сканируют до 800 стеклянных бутылок каждую минуту.Камеры расположены под разными углами и могут уловить незначительные дефекты.Другая часть процессов проверки включает в себя машины, оказывающие давление на стеклянные контейнеры для проверки толщины стенок, прочности и правильности герметизации контейнера.Эксперты также вручную и визуально проверяют случайные образцы для обеспечения качества.


Если стеклянная бутылка или стеклянная банка не проходят проверку, они возвращаются в процесс производства стекла в качестве стеклобоя.Контейнеры, прошедшие досмотр, готовятся к перевозкепроизводителям продуктов питания и напитков,которые наполняют их, а затем распределяют по продуктовым магазинам, ресторанам, отелям и другим торговым точкам для покупателей и клиентов.
Стекло можно бесконечно перерабатывать, и переработанная стеклянная тара может быть отправлена из корзины на полку магазина всего за 30 дней.Таким образом, как только потребители и рестораны перерабатывают свои стеклянные бутылки и банки, цикл производства стекла начинается снова.
Стеклянная бутылка является основной упаковочной тарой для пищевой, медицинской и химической промышленности.Он имеет много преимуществ, он нетоксичен, безвкусен, его химическая стабильность хорошая, его легко герметизировать, хорошая воздухонепроницаемость, это прозрачный материал, и его можно наблюдать снаружи упаковки до фактического состояния одежды. .Этот вид упаковки полезен для хранения товаров, он имеет очень хорошие характеристики хранения, его поверхность гладкая, его легко дезинфицировать и стерилизовать, и он является идеальным упаковочным контейнером.
Стекло, которое практически не имеет цвета, называется бесцветным.Бесцветный является предпочтительным термином вместо слова прозрачный.Clear относится к другому значению: прозрачности стекла, а не его цвету.Правильным использованием слова «очистить» будет фраза «очистить зеленую бутылку».
Стекло цвета аквамарин является естественным результатом как природного железа, содержащегося в большинстве песков, так и добавления железа в смесь.Уменьшая или увеличивая количество кислорода в пламени, используемом для плавления песка, производители могут получить более голубовато-зеленый или более зеленый цвет.
Непрозрачное белое стекло обычно называют молочным стеклом, а иногда называют опалом или белым стеклом.Его можно получить путем добавления олова, оксида цинка, фторидов, фосфатов или кальция.
Зеленое стекло можно получить путем добавления железа, хрома и меди.Оксид хрома дает цвет от желтовато-зеленого до изумрудно-зеленого.Комбинация кобальта (синий) с хромом (зеленый) дает сине-зеленое стекло.
Янтарное стекло производится из природных примесей в песке, таких как железо и марганец.Добавки, входящие в состав янтаря, включают никель, серу и углерод.
Синее стекло окрашено такими ингредиентами, как оксид кобальта и медь.
Пурпурный, аметистовый и красный — это цвета стекла, которые обычно получают из-за использования оксидов никеля или марганца.
Черное стекло обычно изготавливается из железа с высокой концентрацией, но может включать и другие вещества, такие как углерод, медь с железом и магнезия.
Независимо от того, предназначена ли партия прозрачного или цветного стекла, объединенные ингредиенты известны как смесь шихты и транспортируются в печь и нагреваются до температуры около 1565°C или 2850°F.После расплавления и объединения расплавленное стекло проходит через рафинер, где захваченные пузырьки воздуха могут выйти, а затем оно охлаждается до однородной, но еще пригодной для формования температуры.Затем устройство подачи проталкивает жидкое стекло с постоянной скоростью через отверстия точного размера в термостойкой матрице.Лезвия ножниц разрезают выступающее расплавленное стекло в нужный момент, чтобы создать удлиненные цилиндры, называемые каплями.Эти куски представляют собой отдельные кусочки, готовые к формованию.Они поступают в формовочную машину, где с помощью сжатого воздуха расширяются, чтобы заполнить штамп желаемой окончательной формы, и превращаются в контейнеры.
Время публикации: 07 сентября 2021 г.